Aujourd'hui, les produits de quatrième génération, compacts, modulaires, intelligents et communicants, suscitent un vif intérêt de la part de l'industrie et offrent des perspectives de croissance rapide.
Composants essentiels des interrupteurs et instruments électriques,
les matériaux de contact jouent un rôle majeur dans la fabrication, les circuits de freinage et le courant de charge, affectant ainsi directement les performances des appareils électriques. L'évolution des produits électriques et électroniques basse tension nécessite donc une amélioration continue et rapide des matériaux de contact.
L'AgWC est largement utilisé comme matériau de contact mobile majeur dans les disjoncteurs de quatrième génération en raison de ses capacités électriques bien supérieures à celles
de l'AgW utilisé dans les produits de troisième génération. Il s'agit également du matériau de contact mobile le plus prometteur pour les améliorations futures.
La solution optimale consiste donc à améliorer la résistance à l'érosion de l'AgWC en améliorant son procédé de fabrication. Dans ce travail, nous présentons deux nouveaux types de matériaux AgWC fabriqués selon un procédé de fabrication modifié, et nous démontrons que la différence de microstructure détermine grandement leur résistance à l'érosion.
1. Expérience
- Fabrication de l'échantillon AgWC40 :
Tout d'abord, la poudre de squelette AgWC a été préparée en mélangeant de l'argent et de la poudre de WC. La poudre a ensuite été granulée et compactée pour former le squelette AgWC. Ensuite, l'infiltration a été réalisée sur les squelettes préfrittés recouverts d'une plaque d'argent. Les produits ont été repressés, lavés et polis avant d'être testés.
Dans ce travail, la principale différence entre les procédés de fabrication des deux échantillons réside dans le processus de mélange de la poudre :
mélange chimique : la poudre de WC a été dissoute dans une solution d'AgNO3 sous une corde féroce. Ensuite, l'Ag a été précipité progressivement sur les particules de WC après l'ajout d'un réducteur pour former la poudre de squelette AgWC.
mélange physique : la poudre de We et d'Ag a été mélangée dans un mélangeur pendant environ 6 heures pour former la poudre de squelette AgWC.
- Caractérisation et test de performance électrique de l'échantillon :
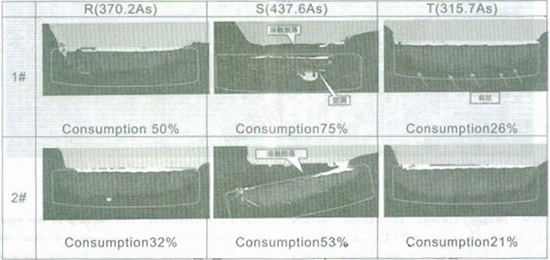
Les images métallographiques ont été prises avec un microscope Nikon ECLIPSE L150. Les images projetées ont été prises avec un projecteur Yixin EV2515. Un microscope électronique à balayage JEOL JSM-6390A a été utilisé pour vérifier la morphologie de la fracture, et une machine d'essai universelle SANS-CMT a été utilisée pour mesurer la résistance à la fracture. Les tests de performance électrique ont été réalisés dans des conditions de 440 V/18 kA, avec une routine d'essai OtOtO. L'énergie des phases R, S et T est respectivement de 370,2 As, 437,6 As et 315,7 As.
2. Résultats et discussion
Dans cet article, nous marquons l'échantillon de mélange chimique comme échantillon 1 et l'échantillon de mélange physique comme échantillon 2.
- Structures métallographiques :
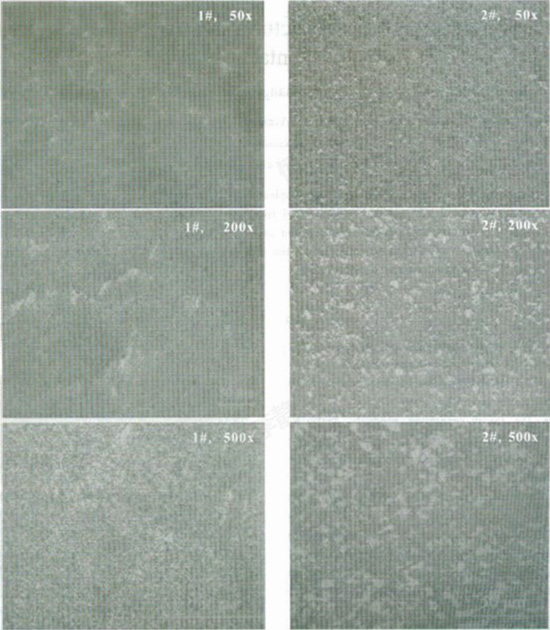
Les deux processus de mélange mentionnés ci-dessus conduisent à des microstructures différentes, comme le montre la figure 1.
Figure 1 Images métallographiques à différentes magnitudes des deux échantillons
Français On peut voir sur les images 50x que l'échantillon 1 présente une structure métallographique non homogène, dans laquelle la microstructure globale est divisée en plusieurs zones par la « bordure » d'agglomération d'argent, tandis que l'échantillon 2 présente une structure métallographique uniforme sans aucune zone divisée.
Cependant, lorsque le grossissement du microscope augmente à 200x et 500x, la structure métallographique dans le micro-domaine de l'échantillon 1 devient homogène sans agrégation significative d'Ag ni d'agrégation de WC. Au contraire, différentes formes d'agrégations supérieures à 10 μm d'Ag et de WC sont observées dans la métallographie de l'échantillon 2.
Nous attribuons cette différence aux différents processus de mélange des poudres :
d'une part, l'Ag est précipité sur chaque particule de WC pour former une couche d'argent lors du processus de mélange chimique, ce qui conduit à une distribution homogène du WC parmi le fond d'Ag dans la structure du micro-domaine sans aucune agrégation évidente. Néanmoins, au cours de ce processus, un joint étanche est créé entre les particules d'Ag et de WC, ce qui rend la distribution de W dans le fond d'Ag beaucoup trop uniforme. L'Ag est alors lié au WC, tandis que sa fluidité diminue considérablement. Un retrait se produit lors des processus ultérieurs, tels que la granulation et le préfrittage, où l'Ag ne peut pas jouer le rôle de tampon en raison de son manque de fluidité. Le squelette subit alors un retrait hétérogène dû à l'inadéquation thermique et à la répartition inégale des contraintes, ce qui crée une microstructure avec des « zones » différentes. De plus, les pores du squelette sont trop étroits pour l'écoulement de l'Ag, ce qui limite le réarrangement des particules de WC lors du processus d'infiltration et maintient ces « zones » dans la structure finale de l'échantillon.
En revanche, le mélange physique produit une poudre de squelette AgWC beaucoup moins homogène que le mélange chimique, et en raison de son énergie de surface élevée, les particules de WC ont tendance à s'agréger lors du mélange. Par conséquent, des agrégations de WC et d'Ag se produisent dans la structure micro-domaine de l'échantillon 2, ce qui entraîne une bien meilleure fluidité de l'Ag. L'argent fluide agit comme tampon lorsque le squelette subit des déséquilibres thermiques et une répartition inégale des contraintes lors des processus de granulation et de préfrittage. En particulier lors de l'infiltration, un réarrangement significatif des particules se produit grâce au canal poreux spacieux et lisse, ce qui induit une répartition homogène des agrégats de WC dans l'ensemble de la structure.
Les propriétés électriques des deux échantillons AgWC40 ont été évaluées. Les données de consommation de chaque contact après test électrique sont présentées dans le tableau 1. On peut constater que la consommation de l'échantillon 2 est inférieure à celle de l'échantillon 1 à chaque phase, ce qui indique que l'échantillon 2 possède une meilleure capacité anti-érosion.
Tableau 1 Teneur résiduelle de deux échantillons après essai électrique (440 V/18 KA, OtOtO)
Nous supposons que cette différence de capacité anti-érosion provient de la différence de microstructure.
Comme indiqué précédemment, en cas de mélange chimique, le canal poreux du squelette est trop étroit pour permettre l'écoulement de l'argent lors de l'infiltration. De plus, l'argent ne mouille pas aussi bien le WC. Par conséquent, l'argent ne parvient pas à s'infiltrer complètement dans la microstructure, ne peut donc pas former de réseau connecté et produit une microstructure lâche. Ce type de microstructure peut facilement être endommagé par l'arc à haute énergie et présente une faible capacité anti-érosion.
Cependant, le mélange physique améliore la fluidité de l'argent : des agrégations d'argent étendues existent dans la structure, ce qui dénote la présence de canaux poreux spacieux et connectés. Par conséquent, l'argent peut s'écouler librement à travers le squelette, et la plaque d'argent sous-jacente peut facilement y pénétrer après avoir fondu à travers les canaux poreux étendus. Grâce à l'agrégation homogène d'Ag et de WC, chaque microdomaine constitue un système de microinfiltration : l'agrégation d'Ag fournit à l'agrégation de WC l'Ag nécessaire à l'infiltration, tandis que l'Ag est alimenté par la plaque d'Ag située sous le substrat via le canal poreux. Ainsi, l'Ag s'infiltre en profondeur dans l'ensemble du squelette et forme un réseau connecté, renforçant ainsi la liaison interne et la capacité anti-érosion du matériau.
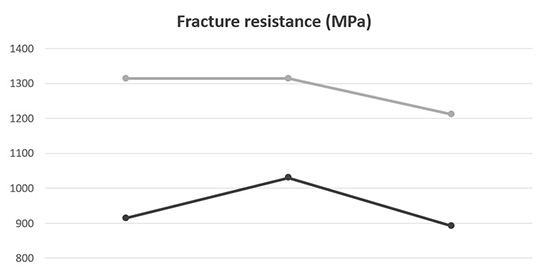
Figure 2 Résistance à la rupture des deux échantillons
La résistance à la rupture et la morphologie de la rupture des échantillons ont été caractérisées afin de démontrer l'analyse ci-dessus.
La résistance à la rupture de l'échantillon 2 est bien supérieure à celle de l'échantillon 1 (voir la figure 2). Il est généralement admis que la résistance à la rupture reflète l'état de liaison interne d'un matériau. Par conséquent, la liaison interne de l'échantillon 2 devrait être meilleure que celle de l'échantillon .
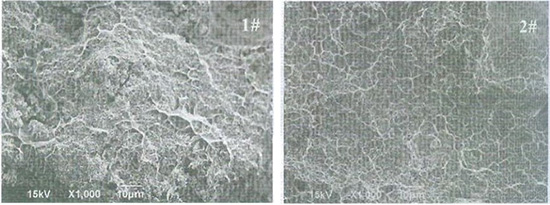
Figure 3 Images SEM des fractures de l'échantillon
Les images MEB (1000x) de la morphologie de la fracture de l'échantillon sont présentées dans la figure 3. La minuscule particule sphérique est du WC, tandis que la structure en réseau brillant est de l'Ag. Dans l'échantillon 1, le réseau d'Ag est fragmentaire et discontinu, et les particules de WC sont exposées à la surface de la fracture, ce qui suggère que l'Ag n'a pas réussi à s'infiltrer complètement à travers la structure. Cependant, dans l'échantillon 2, un réseau d'Ag connecté a pu être clairement observé ; les particules de WC ont également disparu en raison de la couverture d'Ag, ce qui indique que l'Ag est presque infiltré à travers la structure entière.
3. Conclusion
Deux types de matériaux AgWC40 ont été fabriqués selon des procédés différents. L'un des matériaux présente une meilleure résistance à l'érosion lors des essais électriques. L'analyse montre que le mélange physique des poudres permet d'obtenir une microstructure plus homogène. De plus, ce procédé améliore considérablement la fluidité de l'Ag, qui s'infiltre ainsi parfaitement dans toute la structure. Il en résulte la formation d'un réseau d'Ag connecté, ce qui renforce la liaison interne et, par conséquent, la résistance à l'érosion du matériau.