I. INTRODUCTION
Le développement de véhicules électriques respectueux de l'environnement, à haut rendement énergétique, économes en énergie, silencieux et à zéro émission, est devenu une tendance incontournable du développement de l'industrie automobile, tant au niveau national qu'international. Tous les pays du monde se sont fixé des objectifs de développement de véhicules électriques. La Chine produira et commercialisera 5 millions de véhicules électriques en 2020. Leur part de marché atteindra 7 à 10 % en 2020, 15 à 20 % en 2025 et plus de 50 % en 2030.
Le commutateur d'alimentation permet de commander et de commuter automatiquement, et d'alimenter le système de gestion de la batterie afin d'assurer son bon fonctionnement pendant le fonctionnement et la charge du
véhicule électrique . La tension d'alimentation est d'environ 40 à 60 V CC. Les véhicules électriques soumis à des démarrages, des accélérations et des décélérations fréquents génèrent des courants importants. Par conséquent, le commutateur d'alimentation d'un véhicule électrique doit supporter une plage de courant allant de quelques ampères à plus de 1 000 ampères. Durée de vie électrique générale : un courant inférieur à 2 A et 10 A nécessite plus de 100 000 cycles de vie ; un courant de 300 A nécessite plusieurs centaines. Test de pouvoir de coupure : une coupure de courant de plusieurs dizaines de cycles de vie entre 1 000 A et 2 000 A permet à l’interrupteur de se couper normalement. Le matériau de contact utilisé dans les interrupteurs de puissance présente non seulement une bonne conductivité électrique, mais aussi une bonne résistance à l’usure, une meilleure résistance au soudage, une faible dureté et un faible arc électrique. Cet article présente le matériau de contact utilisé dans les interrupteurs de puissance des véhicules électriques.
L’AgMeO est utilisé dans les interrupteurs de puissance des véhicules électriques en raison de sa bonne conductivité électrique, de sa faible oxydation et de sa stabilité. D’après les retours du marché, les matériaux AgMeO courants présentent les avantages et les inconvénients suivants :
A. Matériau AgSnO₂
Ce matériau présente une bonne résistance au soudage et à l’usure, et sa faible tendance à la formation de piqûres d’arc sous l’action de l’arc est très faible. Il est donc largement utilisé dans les systèmes de gestion des relais automobiles, tels que les feux de direction et les sièges. Dans les commutateurs de véhicules électriques, le matériau AgSnO₂ 1 disponible sur le marché offre de bonnes performances électriques à des courants inférieurs à 500 A, mais se soude facilement à des courants proches de 1 000 A. La plupart des fabricants
de matériaux de contact améliorent leurs performances en augmentant la teneur en oxyde, ce qui se traduit par une résistance volumique élevée, des températures élevées, une dureté élevée et affecte même les exigences de bruit des automobiles, le soudage étant toujours possible à 1 000 A.
B. Matériau AgZnO
La stabilité thermique du ZnO est supérieure à celle du CdO et son point de fusion est de 1795 °C. On considère généralement que l'AgZnO présente une excellente résistance au soudage et à la corrosion par arc, ainsi qu'une résistance faible et stable. Ce matériau peut répondre aux exigences de 1 000 A sur environ 60 cycles dans les interrupteurs de véhicules électriques. La durée de l'arc est nettement plus courte que celle de l'AgSnO₂, mais le soudage se produit autour de 300 A. Les fabricants de contacts tentent d'améliorer les performances de coupure en ajoutant des matériaux cassants pour réduire la résistance de l'interface. L'effet est négligeable et la durée de l'arc augmente fortement.
C. Matériau AgCuO :
L'oxyde de cuivre présente une grande stabilité, une bonne liaison à l'interface de la matrice d'argent, une bonne résistance au soudage et peut répondre aux exigences de 1 000 A ou plus. Cependant, la décomposition du CuO sous l'action de l'arc produit une faible conductivité du Cu₂O. La formation d'un film d'oxyde sur la surface de contact est fréquente, ce qui augmente la résistance du film et entraîne un risque d'échauffement ou de non-conduction.
Compte tenu de ce qui précède, les matériaux de contact disponibles sur le marché présentent des risques potentiels en termes de qualité lors de l'utilisation d'interrupteurs de puissance pour véhicules électriques. Les fabricants de contacts mènent des recherches pour améliorer leurs performances afin de répondre aux exigences élevées de fiabilité et de qualité des interrupteurs de puissance pour véhicules électriques. Cet article présente un matériau à base d'oxyde d'étain et d'argent qui répond à la demande du marché.
II. MATÉRIAU DE CONTACT AgSnO₂ POUR INTERRUPTEURS DE PUISSANCE
Cet article présente principalement un matériau de contact courant pour les appareillages de commutation d'alimentation basse vitesse. La tension est de 50 V à 60 V. Son courant de service minimum est de 2 A. Les autres classes de courant sont d'environ 20 A, 100 A, 200 A, 300 A. Le courant de coupure est de 1 000 A à 2 000 A.
A. Présentation de la préparation du matériau et des propriétés physiques
Composition du matériau : la teneur en Ag est d'environ 88 % en poids, le reste étant du MeO. Les MeO sont principalement de l'oxyde d'étain et de l'oxyde d'indium comme phases de renforcement.
Préparation du matériau : des additifs Ag, Sn et In ont d'abord été alliés pour former
un alliage d'argent , puis l'alliage a été oxydé en AgSnO₂, pressé et extrudé, puis le matériau en oxyde d'étain et d'argent avec une distribution uniforme et une densité élevée. Par dopage, des lacunes d'oxygène sont générées pour augmenter la concentration de porteurs et améliorer la conductivité des matériaux. Les particules d'oxyde sont grossies par oxydation par étapes, et la structure de distribution uniforme est adoptée pour assurer la stabilité de la durée de vie du matériau.
B. Propriétés mécaniques des matériaux
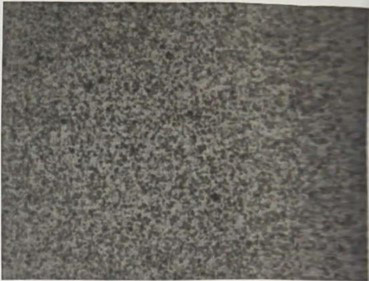
La teneur en oxyde d'argent et d'indium du matériau amélioré est la même que celle du matériau d'origine. Les propriétés physiques et la structure métallographique du matériau amélioré sont comparées à celles du matériau d'origine dans les tableaux I et la figure 1.
TABLEAU I COMPARAISON DES PROPRIÉTÉS PHYSIQUES ET MÉCANIQUES
| Nom |
Densité g/cm³ |
Résistivité μΩ·cm |
Allongement % |
Dureté HV0,3 |
| Le matériau amélioré |
≥9,78 |
14h20-14h30 |
≥20 |
85-95 |
| Le matériel d'origine |
≥9,80 |
2,45-2,60 |
≥18 |
110-120 |
Comparé à ses propriétés physiques, le matériau amélioré présente une faible résistance et une faible dureté.
Comparées à la structure métallographique de la figure 1, les particules oxydées du matériau amélioré sont plus épaisses que celles du matériau d'origine.
Le matériau amélioré 1000X
Le matériel d'origine 1000X
Fig.1 microstructure
C. Performances électriques analogiques
Des contacts à rivets ont été réalisés. Les spécifications sont les suivantes :
R 3X0,5(0,3)+1,5X1,5,F 3X0,5(0,3)+1,75X1, R
6X1,85(0,6)+3X1,7 et F6X1,9(0,6)+3X3,5.
a) Test simulé de durée de vie électrique de 20 A
Condition de test :
Spécifications : R 3X0,5(0,3)+1,5X1,5 et F3X 0,5
(0,3)+1,75X1
Charge : 40 V 20 A CC Résistance à
la pression : 30 g Espacement : 1,5 mm
Fréquence : 1 s allumée 1 s éteinte
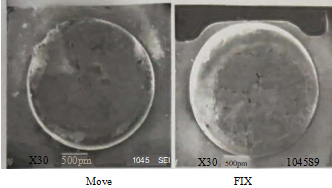
Les structures de surface du contact ont été obtenues par SEM, il y a de nombreuses fissures sérieuses sur la surface du matériau d'origine.
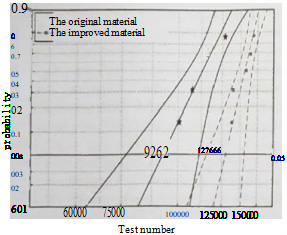
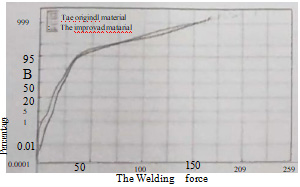
Comme le montre la figure 3, la durée de vie électrique du matériau amélioré a été considérablement améliorée : 95 % du matériau amélioré représente 163 668 cycles, contre 92 397 cycles pour le matériau d'origine.
À faible courant, la force de soudage du matériau amélioré est légèrement supérieure à celle du matériau d'origine.
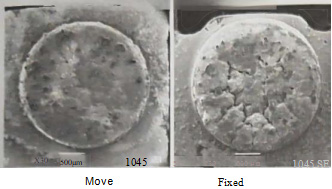
■ Morphologie de surface
Le matériau amélioré après 170 000 cycles de vie
Le matériau d'origine après 130 000 cycles de vie
Fig.2 Morphologie de surface après test de durée de vie
■ Durée de vie électrique et force de soudage
Distribution de Weibull de AgSnO₂ et généralités
Processus d'oxydation La vie dans ce projet
(l'intervalle de confiance est de 95%)
Fig.3 Courbe de Weibull de la durée de vie électrique
Distribution de Weibull de AgSnO₂ et généralités
Processus d'oxydation La vie dans ce projet
(l'intervalle de confiance est de 95%)
Fig.4 Courbe de Weibull de la force de soudage
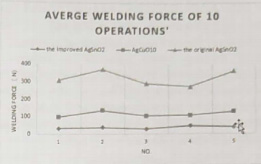
b) Force de soudage lors d'un essai de simulation de courant élevé de 2 000 A.
Matériaux testés : AgCuO10, AgSnO₂ amélioré et AgSnO₂ original.
Par décharge capacitive, 2 000 A, largeur d'impulsion d'environ 10 ms.
Chaque matériau a été testé en cinq groupes, avec 10 opérations de fermeture-coupure pour chaque groupe. La force de soudage de chaque opération a été mesurée par un capteur à la rupture du contact.
Fig.5 Force de soudage moyenne à 2000 A
Sous un courant élevé d'environ 2000 A, l'effet d'amélioration du matériau est bon et la force de soudage est inférieure à celle du matériau AgCuO10.
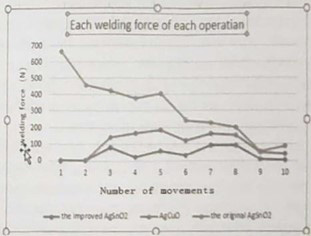
Fig.6 Chaque force de soudage à 2000A
Au cours des 10 premières opérations d'un même point de contact, la force de soudage diminue à mesure que le nombre d'opérations augmente.
III. RÉSULTATS ET ANALYSE
1) La faible résistance du matériau réduit la résistance de contact et améliore l'échauffement du commutateur d'alimentation des véhicules électriques.
2) Les particules d'oxyde grossières obtenues par oxydation à gradient de température améliorent non seulement la résistance au soudage des matériaux, mais réduisent également leur dureté et satisfont aux exigences de bruit des véhicules à énergie nouvelle.
3) Les performances électriques du test de simulation 40 V 20 A CC indiquent que la surface du matériau est lisse après 170 000 cycles de fonctionnement et qu'il est difficile de se fissurer en surface sous l'effet de la corrosion par arc électrique. Il est donc préférable d'améliorer la durée de vie et la stabilité du matériau. Ceci est principalement dû à l'ajout d'additifs améliorant la mouillabilité de l'oxyde et de la matrice d'argent, ce qui limite la formation de fissures et réduit la génération d'étincelles secondaires.
4) Les données de force de soudage à un courant élevé de 2 000 A montrent que le matériau AgSnO₂ amélioré utilisé dans ce projet présente une faible force de soudage et une résistance au soudage bien inférieure à celles de l'oxyde d'étain-argent d'origine et de l'AgCuO10, qui présentent une bonne résistance au soudage. Cet article présente le matériau AgSnO₂. La granulométrie des particules d'oxyde améliore la résistance au soudage des matériaux, et il contient des matériaux cassants pour améliorer la capacité de rupture des contacts. En comparant la force de soudage de l'AgCuO₂ à celle de l'AgCuO₂ sous un courant de 2 000 A, le matériau AgSnO₂ amélioré présenté dans cet article peut répondre aux exigences de coupure de courant élevé de 1 000 A à 2 000 A des véhicules électriques.
IV. CONCLUSION
La teneur en argent est de 88 %. La phase de renforcement est principalement composée d'oxyde d'étain et d'oxyde d'indium. De faibles quantités d'additifs sont ajoutées pour améliorer la mouillabilité et la résistance. Les additifs Ag, Sn et In sont d'abord alliés pour former des alliages d'argent, puis oxydés par oxydation par gradient pour obtenir des particules d'oxyde grossières. Ensuite, par refoulement et déformation par extrusion, les fils sont obtenus et les contacts de rivets répondant aux spécifications requises sont préparés. Les matériaux préparés présentés dans cet article présentent une bonne conductivité électrique, une faible dureté, des particules d'oxyde grossières, une densité élevée et une structure homogène.
D'après les données d'essai de DV 40 V 20 A et 2000 A, ce matériau présente une meilleure résistance au soudage que l'AgCuO10. Ce matériau présente une faible résistance et une faible dureté, ainsi qu'une bonne mouillabilité. Il peut répondre aux exigences des commutateurs de puissance des véhicules électriques, notamment en améliorant la résistance au soudage, et en garantissant une résistance aux chocs à courant élevé de 1000 A à 2000 A.
Le matériau AgSnO₂ présenté dans cet article est largement utilisé sur le marché. Le matériau utilisé par le client répond aux exigences de performance électrique des véhicules électriques, notamment pour la commutation de courant faible à courant élevé. Le temps d'arc de ce matériau AgSnO₂ est meilleur que celui des matériaux AgSnO₂ et AgCuO, mais inférieur à celui des matériaux AgZnO, d'après les données des caméras HD. Il est donc possible d'optimiser ce matériau pour réduire le temps d'arc.
L'importance de ce travail et les suggestions d'applications et d'extensions sont importantes.