Pour les disjoncteurs à courant élevé, le détachement des contacts mobiles lors des essais de durée de vie électrique ou des essais de coupure à courant élevé constitue un défi persistant. Dans certains cas, un ensemble de contacts peut réussir les contrôles de routine (aspect des soudures, résistance au cisaillement, inspection métallographique) sans pour autant présenter de défaillance en conditions réelles d'utilisation. Cet écart entre la qualification statique et la fiabilité opérationnelle réelle complique la tâche des fabricants.
Une étude portant sur un
ensemble de contacts mobiles d'un disjoncteur de 800 A offre une référence précieuse. En repensant à la fois le chemin d'assemblage et la structure des contacts, le projet a permis de résoudre le problème de détachement et d'atteindre les performances de durée de vie électrique requises. Pour les fabricants d'appareils de commutation à courant élevé, il constitue un exemple concret de la manière dont l'innovation de processus peut améliorer la fiabilité des assemblages à long terme.
Pourquoi le détachement par contact se produit-il ?
Le système de contact est souvent décrit comme le « cœur » d'un dispositif de commutation basse tension. Dans un disjoncteur à boîte de Petri (MCCB), dès que le contact mobile se détache de son support, le disjoncteur cesse de fonctionner correctement et sa durée de vie est pratiquement terminée.
Détachement de contact
Traditionnellement, les ensembles de contacts mobiles et fixes sont assemblés par brasage par induction ou par résistance à l'aide d'un métal d'apport à base d'argent. Lors d'un contrôle standard, ces joints peuvent paraître acceptables. Cependant, l'environnement de fonctionnement réel à l'intérieur d'un disjoncteur à courant élevé est bien plus exigeant que ne le laissent présager les seuls essais statiques.
En service, la zone de contact peut atteindre 600 °C à 800 °C, tandis que la température de liquidus du métal d'apport de brasage à base d'argent couramment utilisé se situe généralement entre 680 °C et 720 °C. Cela signifie que la température de fonctionnement peut approcher, voire égaler dans certains cas, la plage de fusion du métal d'apport. Lors de commutations répétées et de coupures de courant importantes, le joint est exposé à la fois à des températures élevées et aux effets de l'arc électrique. Avec le temps, le métal d'apport peut progressivement s'écouler de la zone de soudure, réduisant le support à l'interface et augmentant le risque de détachement des contacts sous contrainte mécanique.
Ceci explique pourquoi un joint apparemment conforme lors d'un contrôle standard peut néanmoins présenter une défaillance lors des essais de durée de vie électrique.
Pourquoi la qualification statique ne suffisait pas
Dans cette étude, l'assemblage initial du contact mobile était réalisé par brasage par résistance. L'inspection initiale a révélé un aspect satisfaisant, une résistance au cisaillement adéquate et une liaison métallographique généralement acceptable.
Cependant, une analyse plus approfondie a mis en évidence une surchauffe localisée et une répartition inégale de la chaleur. Le métal d'apport avait migré vers un côté de la surface de contact, indiquant que le mécanisme d'assemblage initial n'était pas parfaitement adapté aux conditions thermiques d'un disjoncteur à courant élevé. Le problème principal ne résidait pas simplement dans une résistance initiale de soudure insuffisante. Il a été constaté qu'un assemblage dépendant du métal d'apport restait vulnérable lorsqu'il était exposé aux températures réelles de service et aux contraintes liées à l'arc électrique.
Une méthode d'assemblage plus appropriée
Pour s'attaquer au problème à la source, l'étude a remplacé le brasage par un soudage par points par résistance sans métal d'apport.
Cette approche s'est avérée possible car le matériau de contact mobile était de l'AgW avec une couche d'argent en surface, tandis que le support était en cuivre. L'argent fond à environ 960 °C et le cuivre à environ 1083 °C. Dans des conditions de soudage appropriées, les deux matériaux peuvent former une phase d'alliage Ag-Cu stable, permettant ainsi de créer une liaison métallurgique directe entre la surface de contact argentée et le support en cuivre.
Au lieu de recourir à un métal d'apport à bas point de fusion pour maintenir la liaison, le procédé amélioré assure une liaison directe à l'interface. Pour les disjoncteurs à courant élevé, cela contribue à éliminer le phénomène de perte de métal d'apport associé aux joints brasés conventionnels.
Optimisation de la structure et du processus de soudage
Le changement de procédé à lui seul n'était pas la seule amélioration. La structure de contact a également été repensée.
La surface de contact d'origine présentait un motif finement dentelé, courant dans l'industrie. Dans la conception améliorée, la surface de soudage a été modifiée et comporte désormais trois nervures semi-circulaires en relief. Ceci a permis d'accroître la résistance de contact locale dans la zone de soudage et d'assurer une meilleure pénétration du contact dans le support en cuivre lors du soudage, améliorant ainsi la stabilité mécanique.
Le dispositif de soudage a également été optimisé afin de mieux adapter les propriétés électriques et thermiques de l'AgW et du cuivre. L'électrode supérieure exerçait une pression sur le contact, tandis que deux électrodes inférieures maintenaient les côtés du support en cuivre. En ajustant la position de l'électrode inférieure, le trajet du courant pouvait être contrôlé avec plus de précision, ce qui permettait une répartition de la chaleur plus homogène pendant le soudage.
Ensemble, ces modifications de conception ont amélioré à la fois la formation de l'interface et la résistance au détachement lors de cycles de fonctionnement répétés.
Validé par des tests
Les échantillons améliorés ont présenté des avantages significatifs par rapport à la conception brasée initiale.
Après soudage, la zone de contact et le support ont montré une liaison étroite, avec un bon contact interfacial sur la majeure partie de l'interface. Le débordement de matière était plus uniforme des deux côtés, témoignant d'un meilleur contrôle thermique durant le procédé. Les valeurs de force de cisaillement ont dépassé 6 200 N, supérieures à celles des échantillons initiaux et largement supérieures à la norme requise.
L'analyse métallographique a confirmé la bonne liaison, et les essais de pelage ont mis en évidence un transfert de matière clair : des résidus de cuivre côté contact et des résidus d'argent côté support. Ceci indique la formation d'une véritable liaison métallurgique. Des analyses complémentaires ont montré que la zone de soudure était principalement composée d'argent et de cuivre, ce qui correspond à un alliage argent-cuivre.
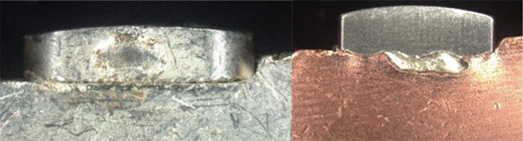
Aspect initial de la soudure → Aspect amélioré de la soudure
Plus important encore, la conception améliorée a été validée par des essais de durée de vie électrique. L'ensemble de contacts mobiles a atteint la durée de vie prévue du disjoncteur, la soudure est restée parfaitement étanche et aucun détachement de contact n'a été constaté pendant les essais.
Ce que cela signifie pour la fabrication des disjoncteurs MCCB à courant élevé
Ce cas met en lumière un enseignement important pour l'industrie électrique basse tension : la réussite des inspections statiques des soudures ne garantit pas toujours une fiabilité de fonctionnement réelle.
Lorsque la température de service approche le point de fusion des métaux d'apport de brasage traditionnels, même les joints qualifiés peuvent devenir vulnérables sous l'effet de contraintes thermiques et électriques réelles. Pour les disjoncteurs à faible puissance (MCCB) de forte intensité, améliorer la fiabilité peut nécessiter non seulement d'affiner un procédé existant, mais aussi de repenser le mécanisme d'assemblage lui-même.
En remplaçant le brasage par résistance par un soudage par points par résistance sans métal d'apport, et en optimisant à la fois la structure des contacts et la conception du chemin du courant, l'étude a démontré une méthode pratique pour améliorer la fiabilité des contacts mobiles dans un assemblage de MCCB de forte intensité.
Chez
Fudar Alloy , nous sommes convaincus que des systèmes de contacts fiables reposent sur des matériaux de pointe et des procédés innovants. Dans les applications exigeantes de disjoncteurs, cette combinaison est essentielle pour une durée de vie accrue, une meilleure stabilité et des performances plus fiables.
Visitez notre site web pour découvrir les matériaux de contact Fudar Alloy ou contactez notre équipe pour discuter de votre projet.